 |
|
|
�͂��߂�
|
|
���Ђ����N�ɂ킽���Đ������Ă܂���܂��� �������p��i�o�C�g�^�C�v�p��j�̓X���[�u�̃J�b�e�B���O�G�b�a���ǂɋ��łɂ������ށA�h�C�c�̃G�����[�g�^�C�v�iDIN�K�i2353�����j�ō������̂����S�ɃV�[�����A�Ռ�����U���ɋ����\���ƂȂ��Ă���܂��B���ɍ��������z�Ǖ���ł͈��S���A��Ɛ��̖ʂŊe���ʂ�����Ȃ�M�����Ă���܂��B�ǂ�ؒf���i�b�g����ߕt���邾���̊ȒP�ȍ�Ɓi�l�W��A�n�ځA�t���A�[���H�����s�v�j�Ŕz�ǂ��o����ׁA��Ƃ̌�������@��̃R���p�N�g���A�d�ʌy�����������A�o�ϓI�Ȋnjp��Ƃ��Čڋq�e�ʂ��瑽��Ȃ��D�]���Ă܂���܂����B
|
|
|
�������p��̍\���A�@�\�A�ގ�
|
|
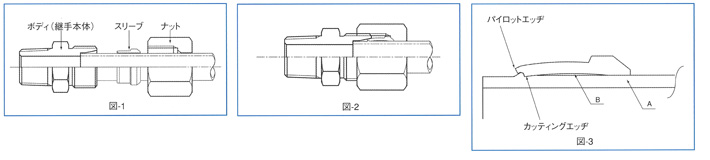
�\���F�i�}-1�j�̂悤�Ƀ{�f�B�A�i�b�g�A�X���[�u�̎O�̕����ō\������Ă���܂��B
�@�\�F�i�}-2�j�̂悤�Ɍp��{�̂Ƀp�C�v��}�����A�܃i�b�g����ߍ��ގ��ɂ��A�X���[�u���{�f�B�~�����ʂɂ����Ď��S�����Ɏ��k���i�}-3�j�̂悤�ɃJ�b�e�B���O�G�b�a���p�C�v�O���ɂ������ށA����X���[�u�̌�[�iA�j�̓p�C�v�O���Ɉ������Ă������ݕ����̉��͏W����h���ł���܂��B���A�X���[�u�̒��������iB�j���]�Ȃ��A���̋��͂ȃo�l��p�ɂ���ĐU�����ɂ��i�b�g�̒o�݂�h���ł���܂��B�ȏ�̗l�ȃ��J�j�Y���Ŋ��S�ɍ������̂̉k���h�������o���܂��B
|
|
|
�ގ�
|
| �ށ@�@�� |
�X�e�����X |
���@�@�@�� |
�S |
| �{�f�B |
SUS-304�i����316�j |
C3604BD-S |
S25C�`S48C���� |
| �i�b�g |
SUS-304�i����316�j |
C3771BD-F |
S25C�`S48C���� |
| �X���[�u |
SUS-316�i�\�ʍd�������j |
C3604BD-F |
��Y�f�|�i�\�ʍd�������j |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
�������p��̑g���i���ߕt���j���@�i�菇�j
|
|
1.�}�������p�C�v�̒[�ʂ͂ł��邾�����p�ɐؒf�����O�ʂ̃o���������Ă��������B
2.�p�C�v�Ƀi�b�g�A�A�����ŃX���[�u�B���������ݐ悪�ǒ[�Ɍ����l�ɂ��đ}�����܂��B
�i�X���[�u�̑����������ԈႦ�Ȃ��l�ɒ��ӁF�}-4�j
3.�p��{�́i���͉����ߋ���j�́i�o�C�X�j�ɌŒ肵�A�p�C�v�̐�[���{�́i���͎���j�̌��F�}-5�ɓ�����Ƃ���܂ő}�����܂��B
�i���̗\����Ƃ͎��۔z�ǂ���p��ɂ���Ă͒��ڍs�������o���܂��B�j
|
|
 |
|
|
4.�i�b�g��{�̂ɛƍ������A�g���N��������n�߂Ă���i�O���b�v�|�C���g���j���̉�]���i���\�j���ߕt���Ă��������B
|
| �K�����t��]�� |
�X�e�����X�� |
1 1/4�`1 1/2��] |
| ���� |
1 1/2�`1 3/4��] |
| �|�� |
3/4�`1��] |
|
|
�i���j�K�p����p�C�v�͗�Ԏd��p�ږ��|�ǂŕ\�ʍd��HRB80�ȉ��̂��̂����g�p���������B |
|
|
|
�����ߕt���g���N�y���ׁ̈A�X�e�����X�̏ꍇ�̓i�b�g�A�l�W���ɃV���o�[�R�[�e�B���O���{���Ă���܂����A
�|�ǂ̏ꍇ�͉�]�����i�l�W�y�уX���[�u�j�ɏ������̓h�z�����Ă��������B
5.�\���g���i�v���Z�b�e�B���O�j������A��U�������z�Ǐꏊ�ōđg�����s���ꍇ�͑����߂Ƃ���1/8�`1/4��]���x���t���Ă��������B�i�z�Ǎ�Əȗ͉��ׁ̈A���t���@���p�ӂ��Ă���܂����A���Y�i�ł��B�j
6.�W����d�l�i�Q�l�l�j�g�p���͂̓p�C�v�̌��݂ɂ��ω��v���܂��B
|
|
|
���X�e�����X�Ǘp
|
|
�����Ǘp
|
| �g�p�NJO�a |
�g�p���� |
| 6�Ӂ`12�� |
25Mpa |
| 15�Ӂ`25�� |
16Mpa |
| 28�Ӂ`34�� |
10Mpa |
|
|
| �g�p�NJO�a |
��i���� |
�ō����́^���x |
| 4�Ӂ`15�� |
15Mpa |
5Mpa�^208�� |
| 16�Ӂ`25�� |
12Mpa |
3.5Mpa�^208�� |
| 28�Ӂ`40�� |
7Mpa |
1.5Mpa�^208�� |
|
|
|
|
| ���x�͈́F-60���`400���iDIN17440�j |
|
���x�͈́F-60���`175�� |
|
|
|
���|�Ǘp
|
|
| �g�p�NJO�a |
�ō��g�p���� |
| 6�`15mm |
1/8.1/4.B |
50Mpa |
| 16�`22mm |
3/8.1/2.B |
40Mpa |
| 25�`28mm |
3/4.B |
30Mpa |
| 30�`35mm |
1.B |
25Mpa |
| 42mm |
1 1/4.B |
21Mpa |
|
|
|
|
| ���x�͈́F-40���`120���iDIN3859�j |
|
|
|
 |
|
|
�����i�ē��s�n�o�ɖ߂�
|







